Особенности сварки меди
Особенности сварки меди
Плавление меди происходит при температуре 1883°С. Во время сварки меди может возникнуть множество трудностей, связанных физическими и химическими особенностями данного металла.

Из-за высокой теплопроводности меди (в 6 раз больше, чем у железа) необходимо использовать сварочную дугу с повышенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Заготовки рекомендуется сваривать стыковыми типами соединений (а так же схожими с ними по характеру теплоотвода). Кроме того, большая жидкотекучесть меди (в 2-2,5 раза выше, чем у стали) значительно осложняет создание всевозможных вертикальных швов.
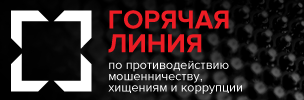
При сварке в нижнем положении применяют подкладки, чтобы избежать прожогов. Подкладки могут быть из графита, асбеста (сухого) или флюсовых подушек. Из-за активной способности меди поглощать во время сварки газы, что приводит к браку шва, образованию пористости на нем и другим дефектам, следует помнить, что необходима защита металла шва от загрязнений. Следует помнить, что медь легкоокисляемый металл, а в процессе сварки образовываются туггоплавкие оксиды. Чтобы избежать этого, применяют присадочный материал, например, фосфор, кремний или марганец. Коэффициент линейного расширения меди в 1,5 раза больше, чем у стали, поэтому следует всегда помнить о значительных деформациях и образовании горячих трещин, которые неизбежно будут возникать в процессе сварки, если пренебречь предварительным прогревом конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Подготовка к сварке
Подготовка к сварке меди не менее важна, чем сам процесс сварки. Будущее изделие разделяют на заготовки необходимого размера одним из удобных способов. Можно использовать при этом токарные станки, плазменно-дуговую резку или другой аппарат. Обработка кромок возможна механическим способом. Проводят зачистку от различных загрязнений деталей заготовки.
Затем собирают стыки деталей. Это удобно делать с помощью прихваток. Важно сохранять зазор между соединяемыми изделиями постоянно одинаковым. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток так же очищают от дефектов и загрязнений.
Выбор параметров режима
Сварку ведут на постоянном токе. Сварочный ток зависит от толщины металла и примерно может быть определен так: Iсв=100×S, где S - толщина металла, мм.
Длина дуги при сварке меди инвертором в аргоне должна быть не более 3 мм. При использовании другого защитного газа этот параметр меняется. Расход аргона примерно равен 8-10 л/мин. У гелия или азота-значительно больше. Скорость сварки меди зависит от необходимой геометрии сварного шва. При толщине конструкции в 4-6 мм сварку проводят без предварительного подогрева в аргоне, для более толстых изделий требуется подогрев от 200 до 300°С.
Технология сварки меди
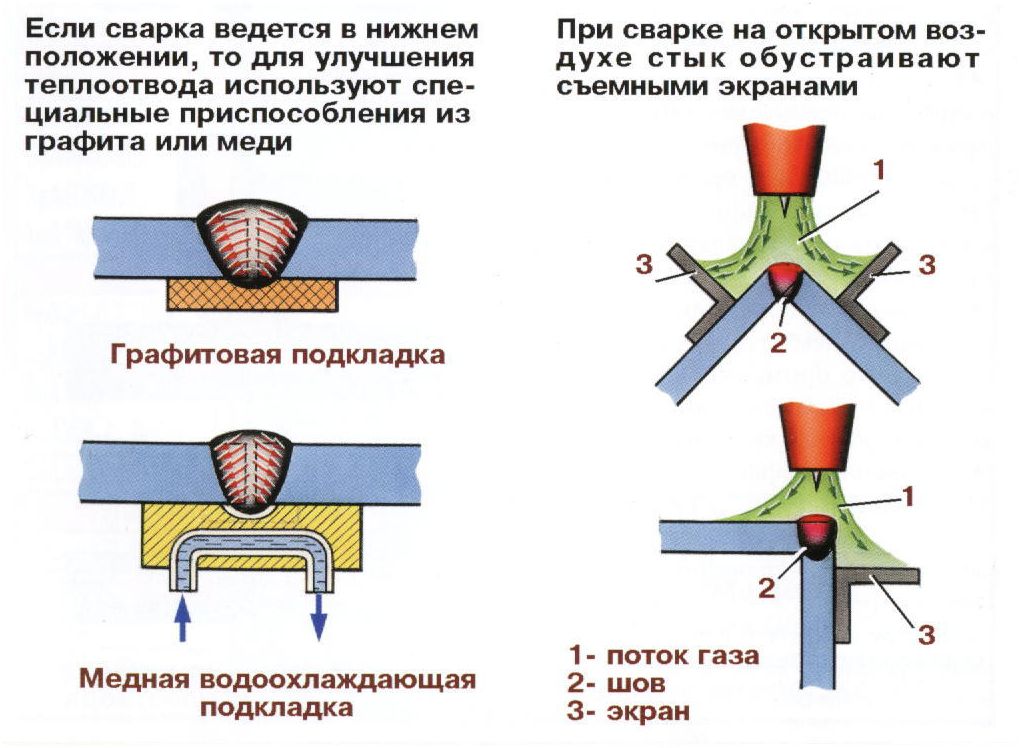
Сварку меди аргоном "углом вперед", а электрод выпускают на 5-7мм. Присадочной проволокой могут быть:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Стойкость металла от горячих трещин может быть повышена специальной сварочной проволокой:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
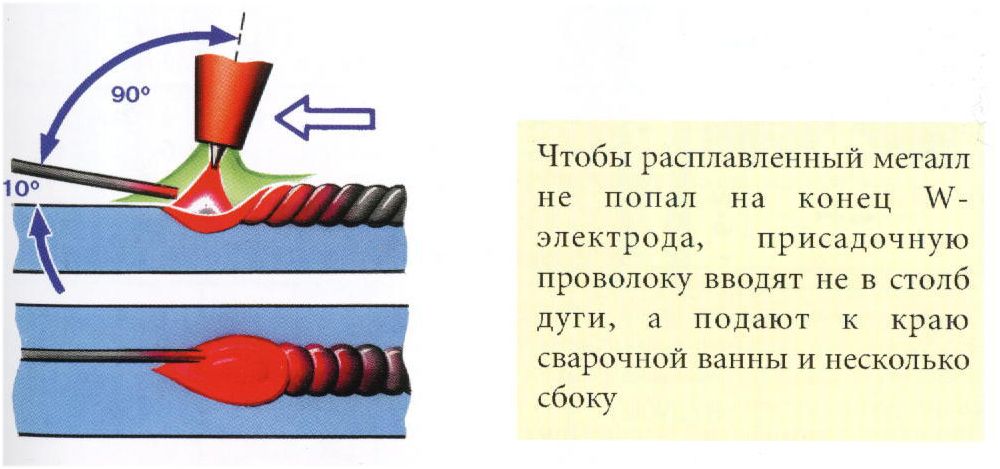
Ориентировочные режимы сварки меди в аргоне
|
|
||
|
|
||